Concernant la gouverne de direction, elle a été construite en 2015 (voir Phase 2). Il s’agit d’une ossature fabriquée en aluminium et bois. Les pièces en bois constituent la partie supérieure et inférieure, elles remplacent des pièces qui sont à l’origine en tôles d’aluminium embouties. Après contrôle de celle-ci par rapport au plan FW d’origine, il apparait qu’un certain nombre de pièces sont manquantes pour pouvoir finaliser la construction et procéder à l’entoilage et à la peinture. Il faut donc les fabriquer et les assembler.
Par ailleurs, après une vérification dimensionnelle, il a été détecté de mauvais positionnements de nervures, et des anomalies dans la structure. La première étape est donc une remise en conformité avec le plan afin d’être en mesure de faire un montage correct des pièces
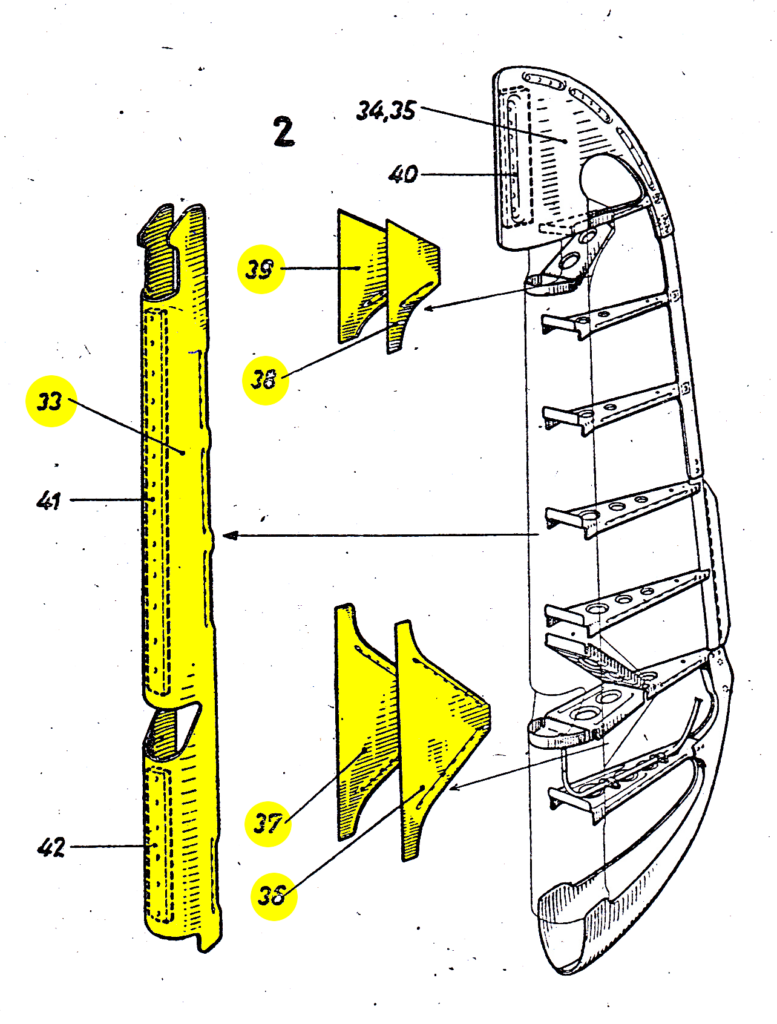
Vue CAO de la gouverne de direction.
La modification consiste à repositionner la nervure Rep 2/15 qui est décalée de 30mm vers le haut. Cela implique en conséquence une modification du support de feu de position et du compensateur Rep 20. Il faut procéder au démontage de ces deux pièces pour remise en conformité. (pièces repérées en rouge).
Les pièces manquantes à fabriquer sont les suivantes (repérées en jaune) :
les 4 renforts Rep 38/39 et Rep 36/37,
le nez de nervure Rep 8,
le nez de nervure Rep 9,
la tôle de bord d’attaque Rep 33.
Les masselottes d’équilibrage Rep 41/42 et les 2 semelles internes pour la fixation
Photos et descriptifs des travaux
Modification position des nervures 2/15, compensateur Rep 20, fabrication des nez de nervures Rep 8/9, et tôle de bord d’attaque Rep 33
Repérage en rouge des nervures 2/ 15 décalées
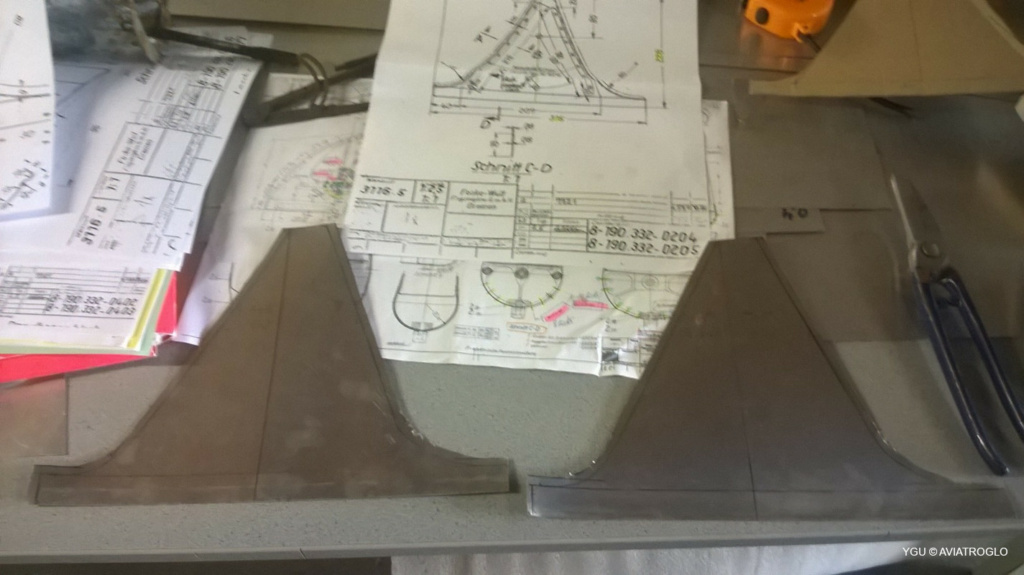
Réalisation de gabarits : renforts et tôle bord d’attaque
Dérivetage et remise en bonne position des nervures
Contre perçage et assemblage avec rivets provisoires (clécos)
Assemblage avec rivets provisoires sur nervure 15
Rivetage avec rivets pleins nervure et nez de nervure sur longeron
Nez de nervure 8 fabriqué puis rivetage sur le longeron
Nez de nervure 9 fabriqué puis rivetage sur le longeron
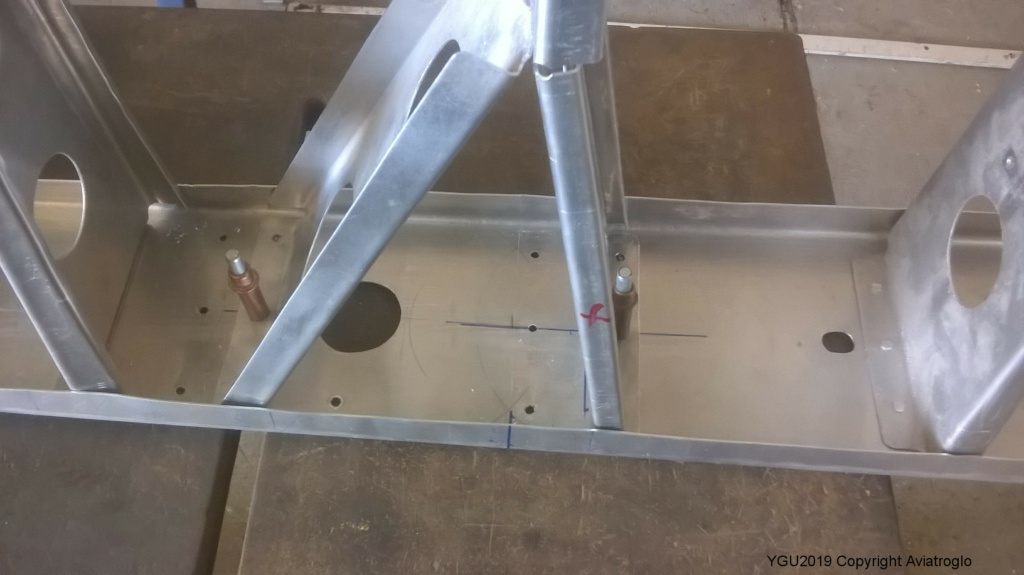
Vue des 4 nez de nervures fixés sur le longeron
Nervures, nez de nervures et support feu assemblés
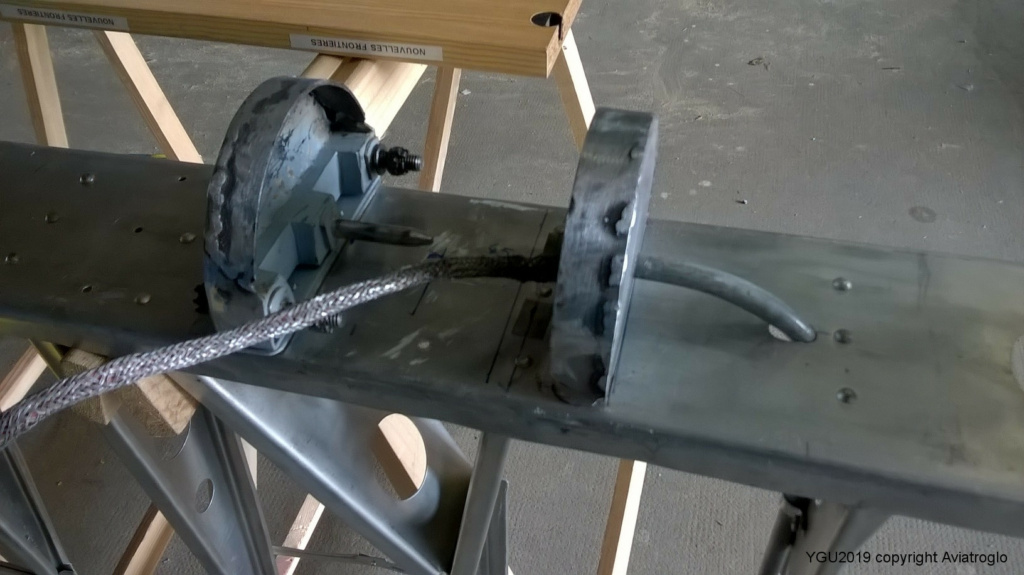
Modification du support de feu et compensateur
Riveteuse pneumatique
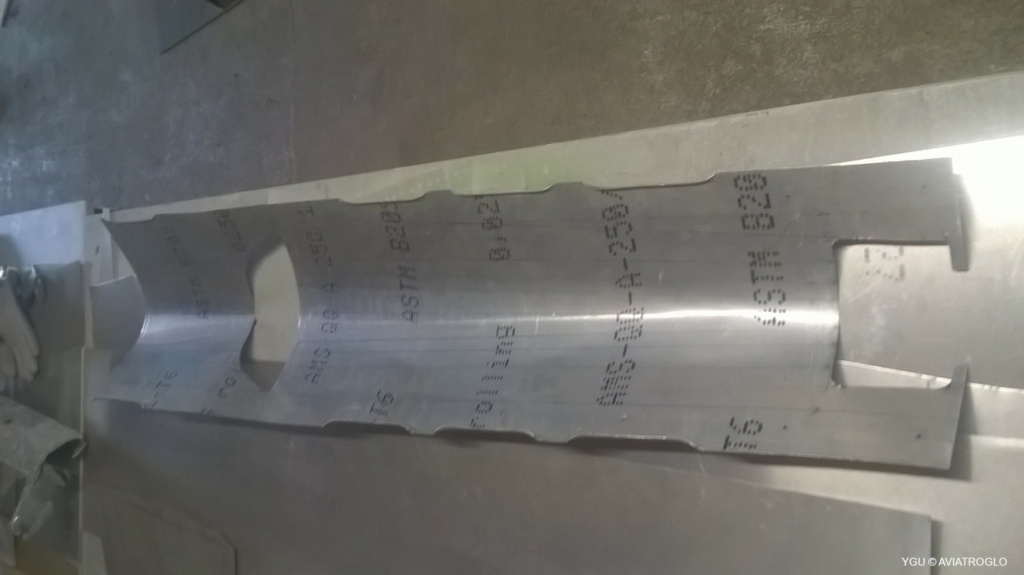
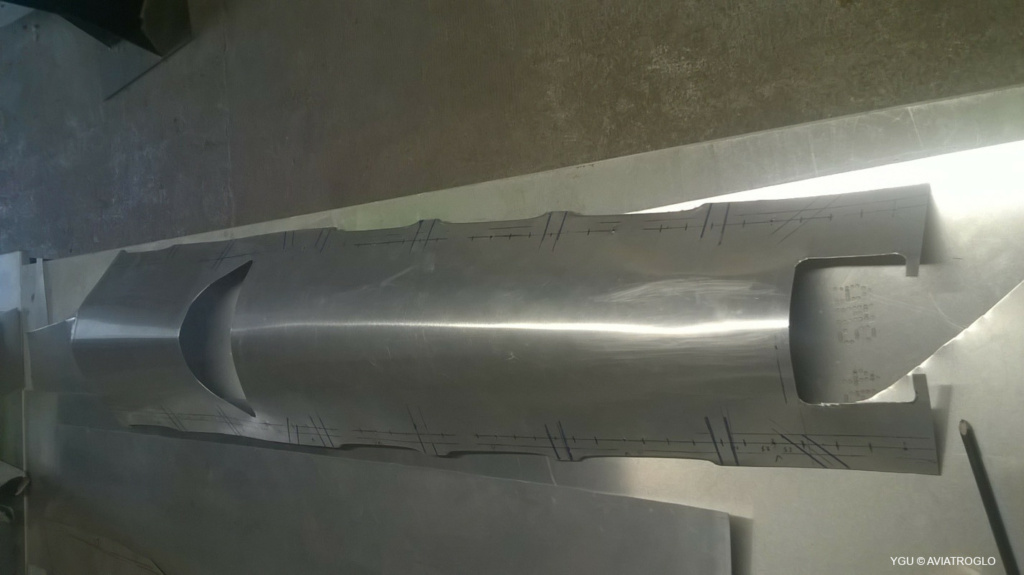
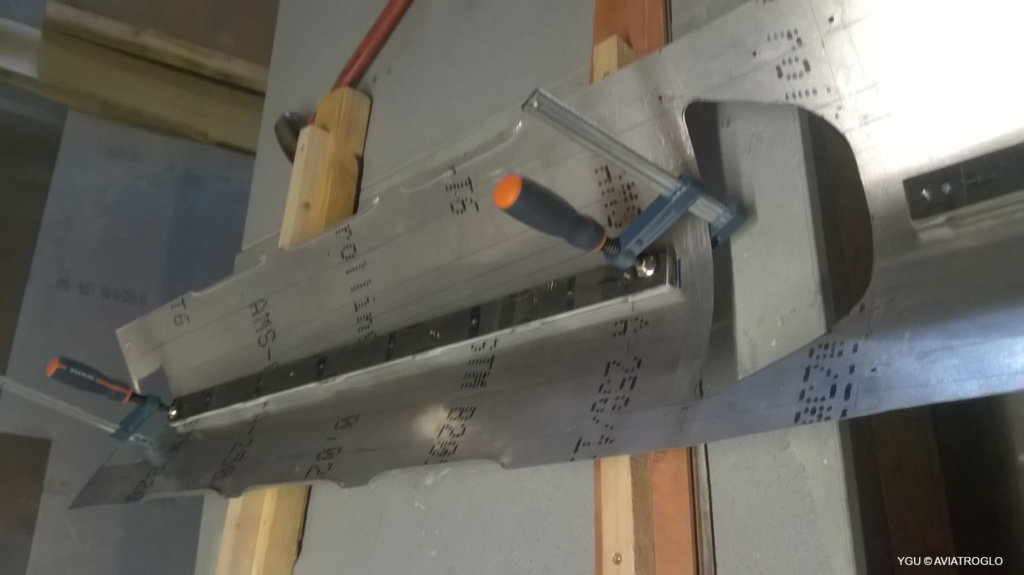
Fabrication de la tôle de bord d’attaque
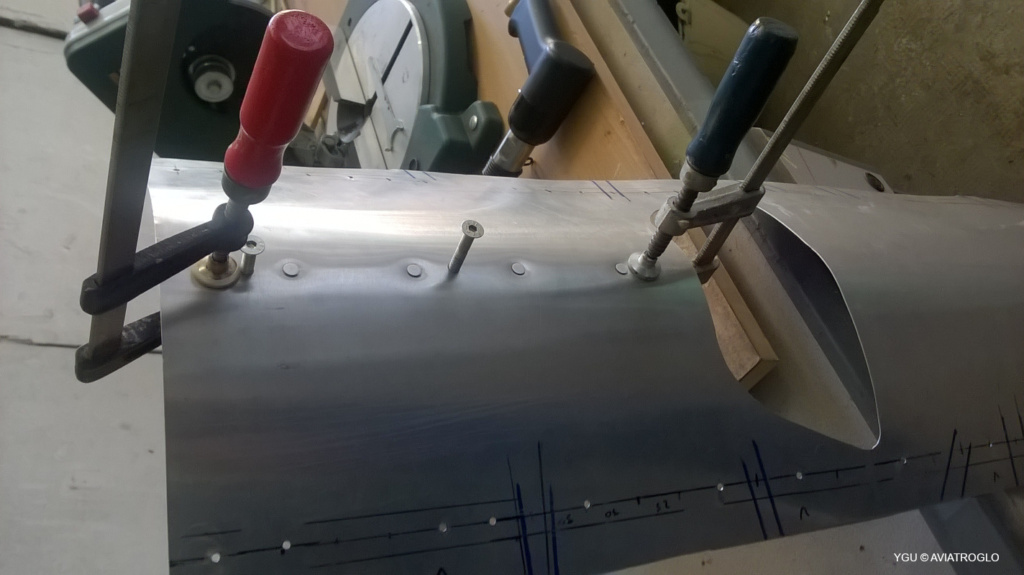
Mise place de la tôle du bord d’attaque avec préformage
Yves en cours d’opération de perçage et pré-assemblage
Réagréage et finition des pièces d’extrémité
Gouverne modifiée et mise en conformité avec le plan. Il reste à fabriquer les renforts de nervures, les masselottes de bord d’attaque, faire le formage de bord de tôles , le rivetage complet des éléments, l’entoilage, et la mise en peinture aux couleurs AACr.
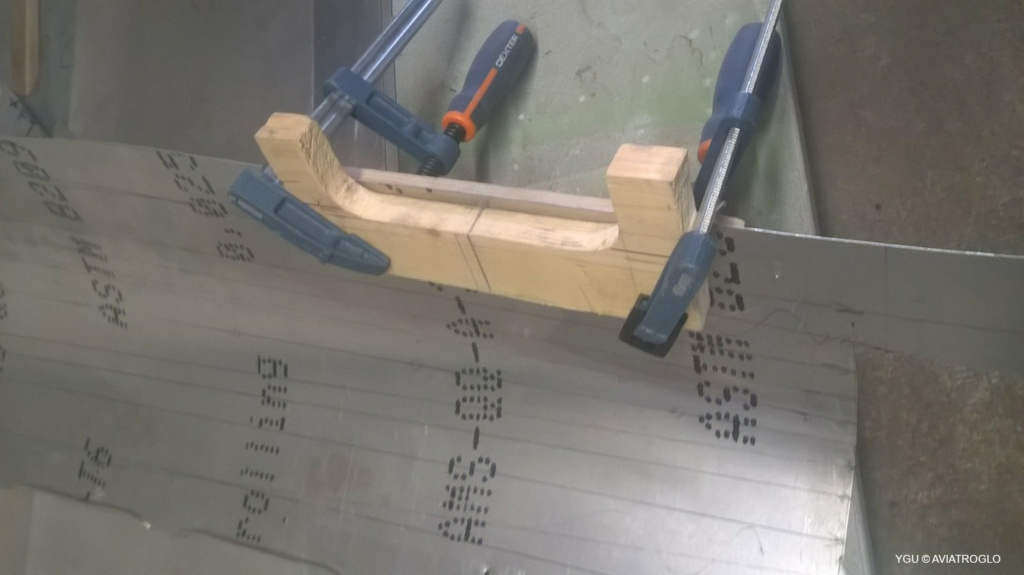
Formage des « raidisseurs voile » entre nervures sur la tôle bord d’attaque (B.A)
Pliage à 90° avec un outillage de forme fabriqué en bois
Réglage de la position et centrage
Mise en forme du pli
Opération répétée entre chaque nervure (8x)
Vue intérieure de la tôle B.A, les 8 pliages sont formés
Vue extérieure de la tôle B.A
Montage à « blanc » pour vérifier les intervalles
Présentation en exposition de l’empennage avec sa gouverne ->>
Fabrication des 4 raidisseurs de structure (Rep 36/37 et 38/39)
Tracé des raidisseurs
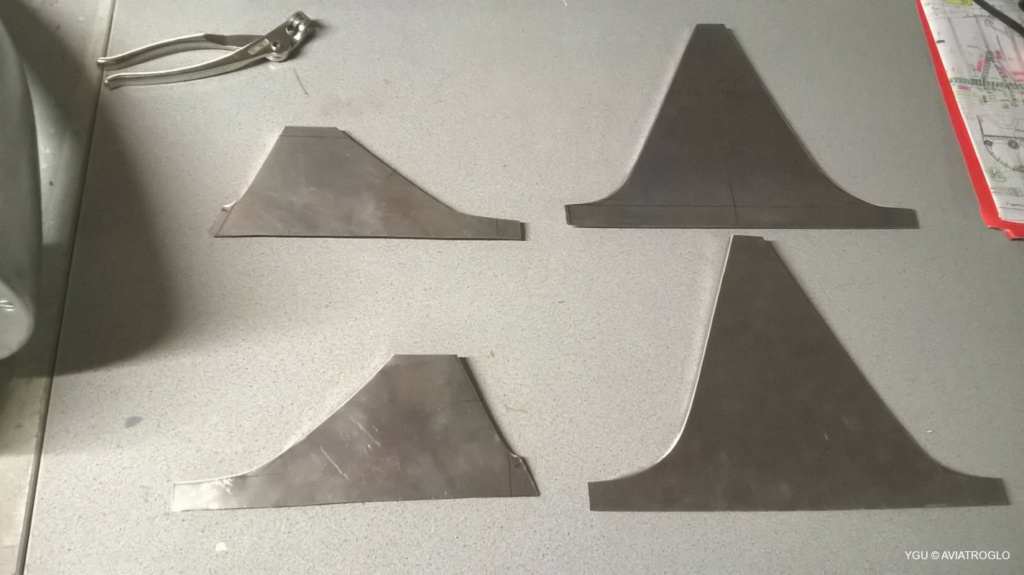
Découpe des raidisseurs
Les 4 raidisseurs découpés
Formage des raidisseurs réalisation de « bords tombés » à 90°
Raidisseur avec le bord plié à 90°
Les 4 raidisseurs formés
Présentation et vérification dimensionnelle sur la gouverne
Fabrication des masselottes interne Rep 42/43, des butées d’axe lacet , et assemblage.
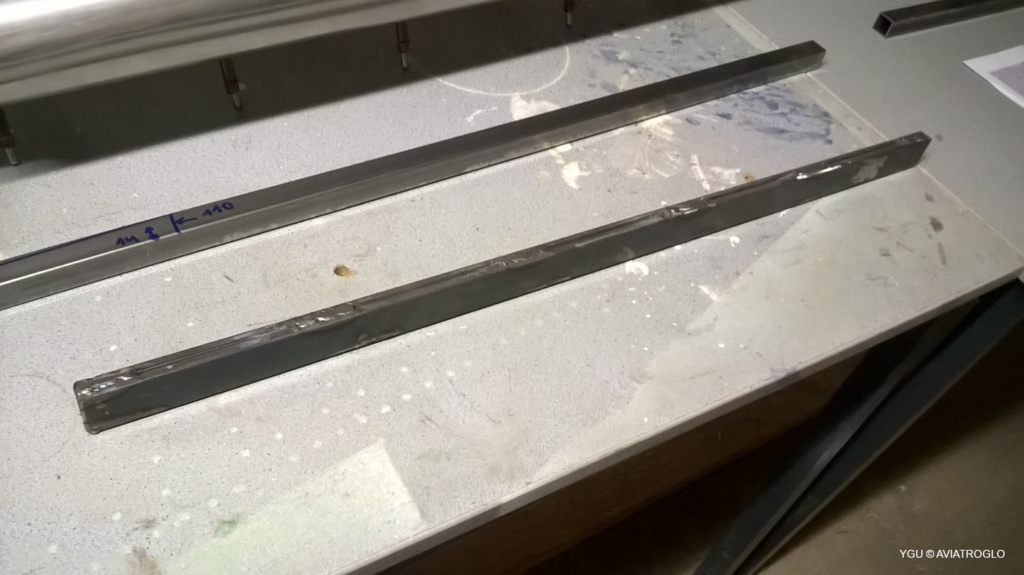
Découpe des butées en tubes carrés 20×20 et des masselottes en plats 30×6 assemblés par soudure et ajustées
Les masselottes doivent épouser la forme arrondie intérieure du bord d’attaque : réalisation d’un rayon sur toute la longueur
Vérification de la forme du profil, contreperçage pour la fixation par rivetage, et passage de vis pour la fixation de la butée
Intérieur de la tôle avec ses perçages : 4 x dia 4 pour rivetage, 3 x dia 6 pour passage des vis de fixation masselotte
Vue extérieure de la tôle avant réalisation des embrèvements
Réalisation des embrèvements avec un outillage, pour noyer les têtes fraisées de rivets
Opération de rivetage de la masselotte inférieure (la courte)
Vue intérieure de masselotte rivetée à l’intérieur de la tôle B.A
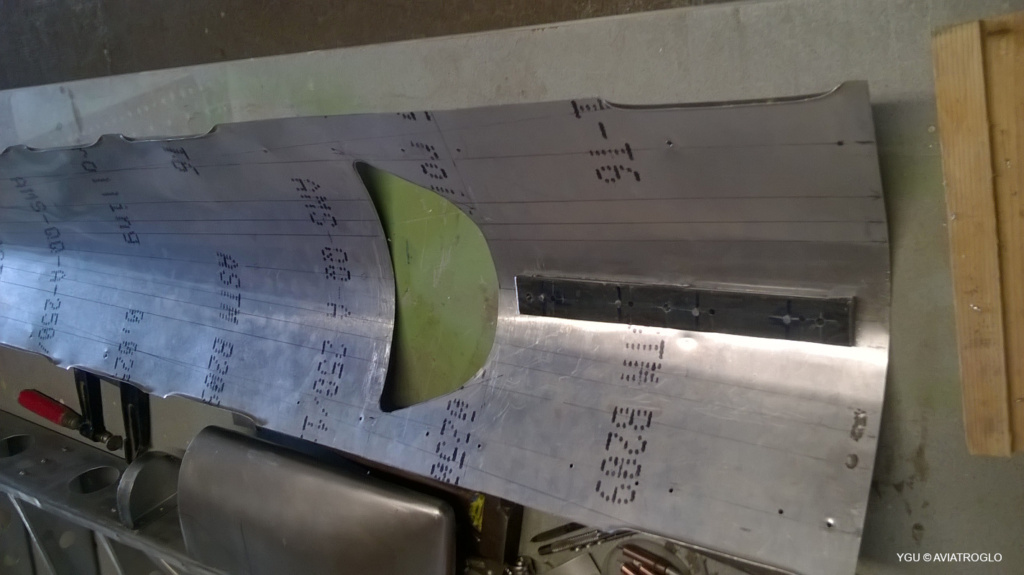
Vue ext de la tôle B.A avec la butée inférieure fixée avec ses vis
Remontage provisoire de la tôle B.A pour vérifier le centrage et le passage interne avec les nez de nervures
Fabrication de la masselotte supérieure ( lg 472 ), mise en forme au rayon R45 sur toute la longueur
Finition ajustage et réalisation des perçages et des trous taraudés
Mise en peinture avant fixation
Préparation de la tôle avec ses perçages
Rivetage de la masselotte
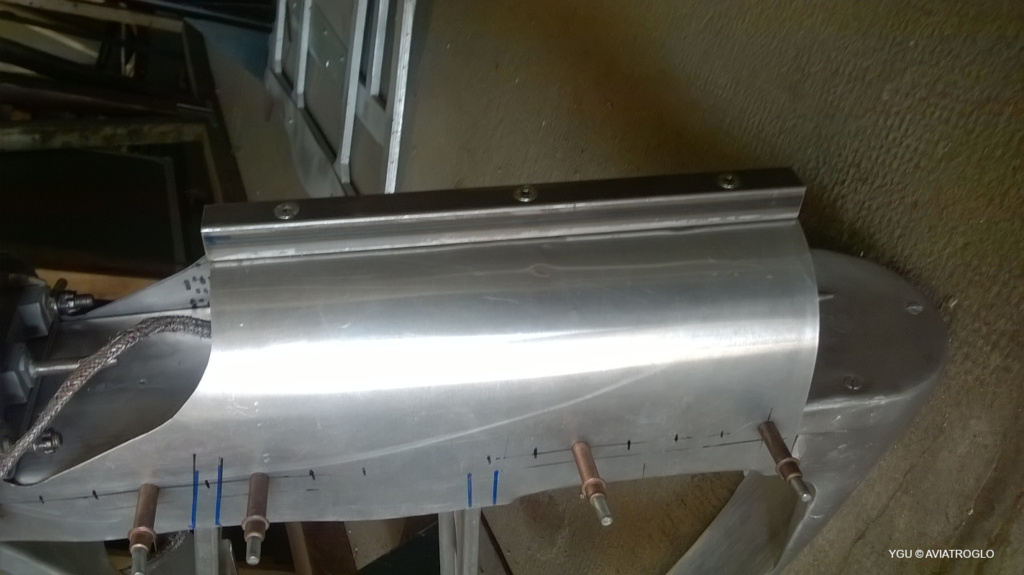
Tôle B.A équipée de ses masselottes et butées
Rivetage de la tôle BA avec des rivets pleins tête fraisée